Poloidal field coils
Turning tables and hot resin
23 Jul 2018
One of only two manufacturing facilities located on the ITER site, the Poloidal Field Coils Winding Facility was constructed by Europe to house the winding, impregnation and assembly activities for ITER's largest ring-shaped magnets. Manufacturing is underway now on a 17-metre-in-diameter poloidal field coil called PF5.


In the first step of the process, the raw material—niobium-titanium conductor—is wound into a flat, double-layer, spiralled coil called a double pancake. Several layers of glass-fibre tape are applied as the conductor enters the winding table to insulate the conductor turns from one another. In this photo, European contractors are winding the sixth in the series of eight double pancakes required by PF5. The winding table rotates slowly as conductor is fed simultaneously from two spools in a process known as "two-in-hand" winding.


After completing the winding, the next step is to shape the "terminations"—the areas that connect one conductor length electrically to another, or one double pancake to another. A portion of conductor is opened, the turn insulation is removed and moulds are brought close to the double pancake to shape its end into a "termination joggle."

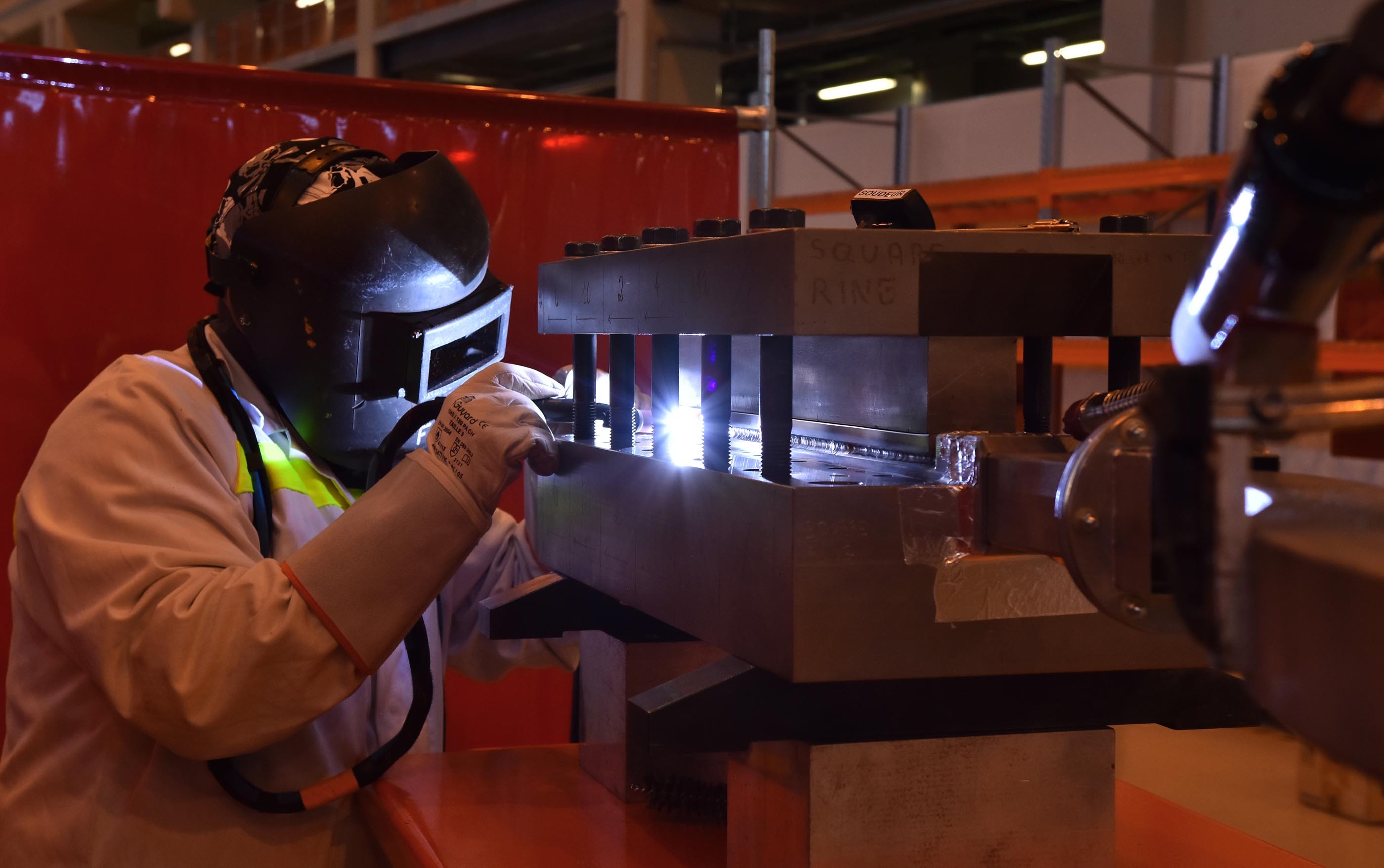
The creation of a termination box comes next. The box is welded to the jacket of conductor on one end with a stainless steel pipe for liquid helium cooling exiting on the other end.


The double pancakes are then transported by overhead crane to the vacuum pressure impregnation station and lowered into a custom-fit mould. Epoxy resin, injected over the course of several hours, fills all gaps and hardens the glass-fibre tape under the effect of heat and pressure. A 36-hour "curing" phase at 140 °C completes the process, which gives the double pancake rigidity and ensures electrical insulation. During this process the conductor ends, which carry the terminations to be used for joints between the double pancakes, are isolated by an "insulation breaker," which keeps the resin from binding these areas. In this picture, one double pancake is undergoing impregnation in the background, while assembly is underway on the impregnation mould for another.


The final step is cold testing. Once the eight double pancakes for PF5 are stacked and assembled to form the complete winding pack, a second vacuum impregnation is performed to harden the entire assembly. The manufacturing process then ends with cold testing, during which the completed coil is cooled to low temperature (approximately 80 K) in order to simulate the thermal stresses and the work conditions that will be experienced during operation. In this way, the performance of the coils will be tested before their installation in the ITER machine.