A portfolio
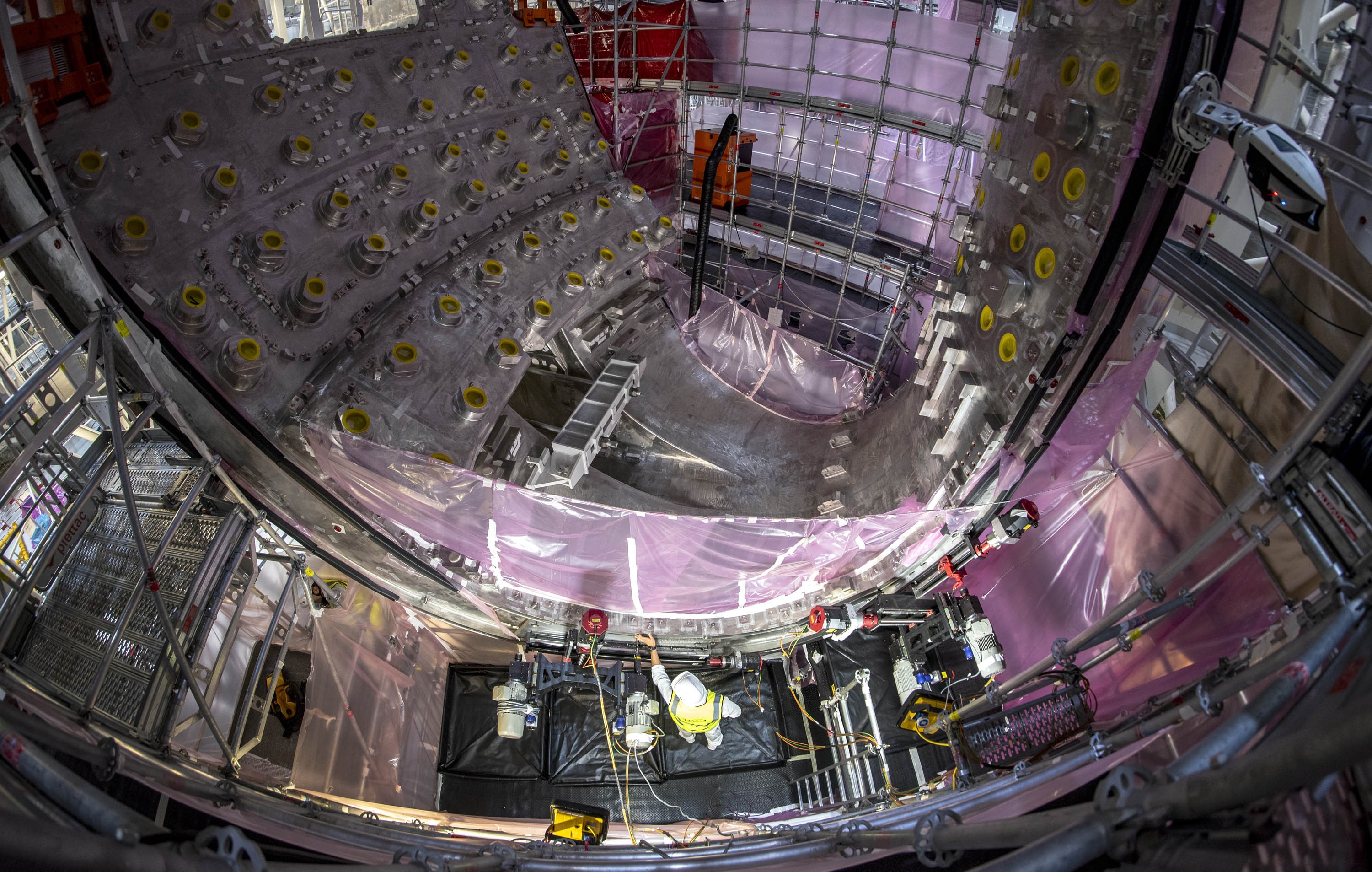
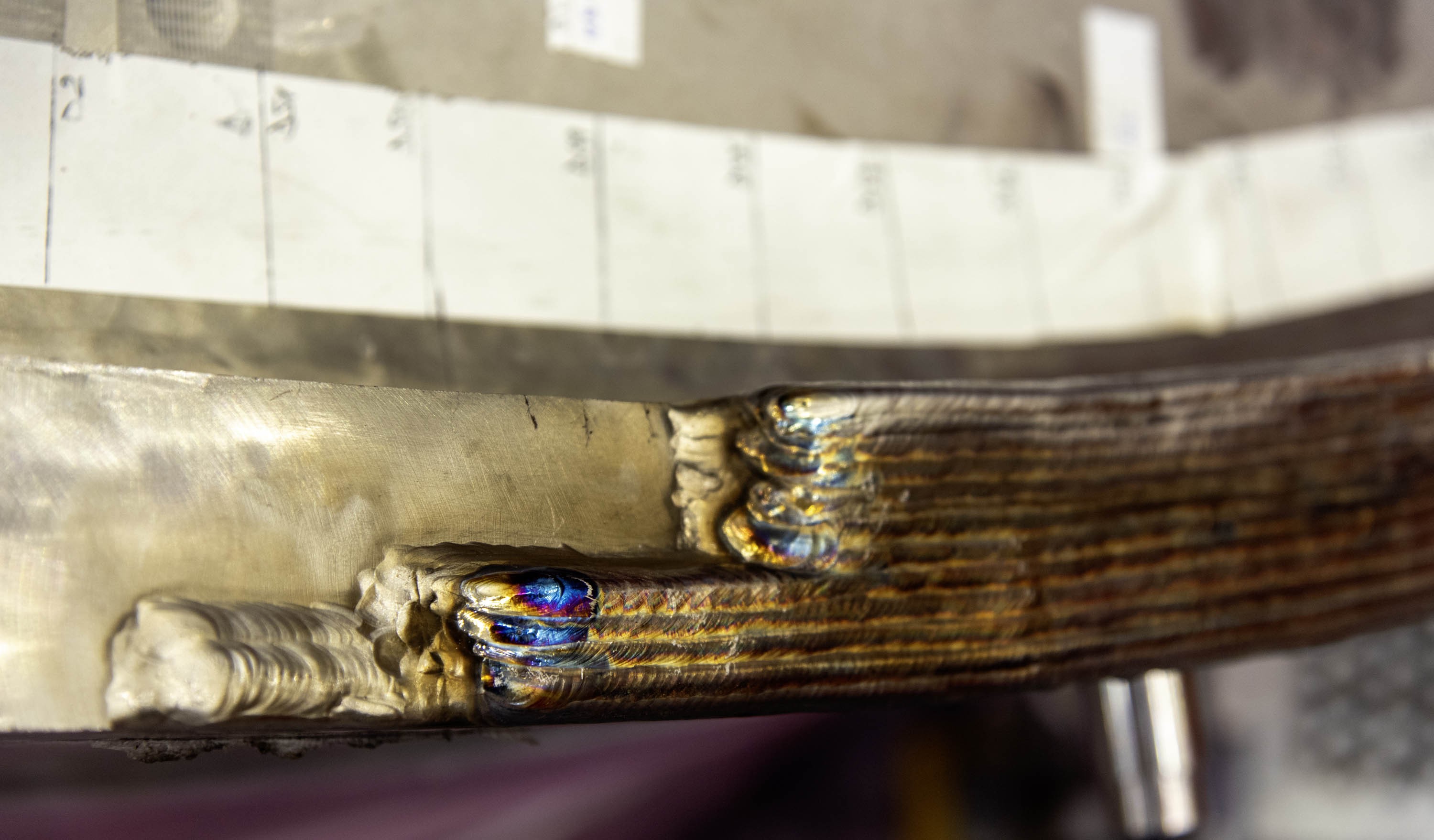
Whether standing vertically in the Assembly Hall or lying horizontally in the former Cryostat Workshop now assigned to component repair operations, the non-conformities on three vacuum vessel sectors are undergoing similar treatment: the depressions along the bevel joints, where sectors are to be welded to one another, are filled with metal, while the "bumps" are machined in order to restore geometry to nominal. Following close to one year of study and preparation, repair work on sector #7 began in the Assembly Hall in March and is expected to be completed by late August. Sector #6 should follow soon afterwards. As for Sector #8, the most affected of the three, repair work in the former Cryostat Workshop started in earnest a few weeks ago.


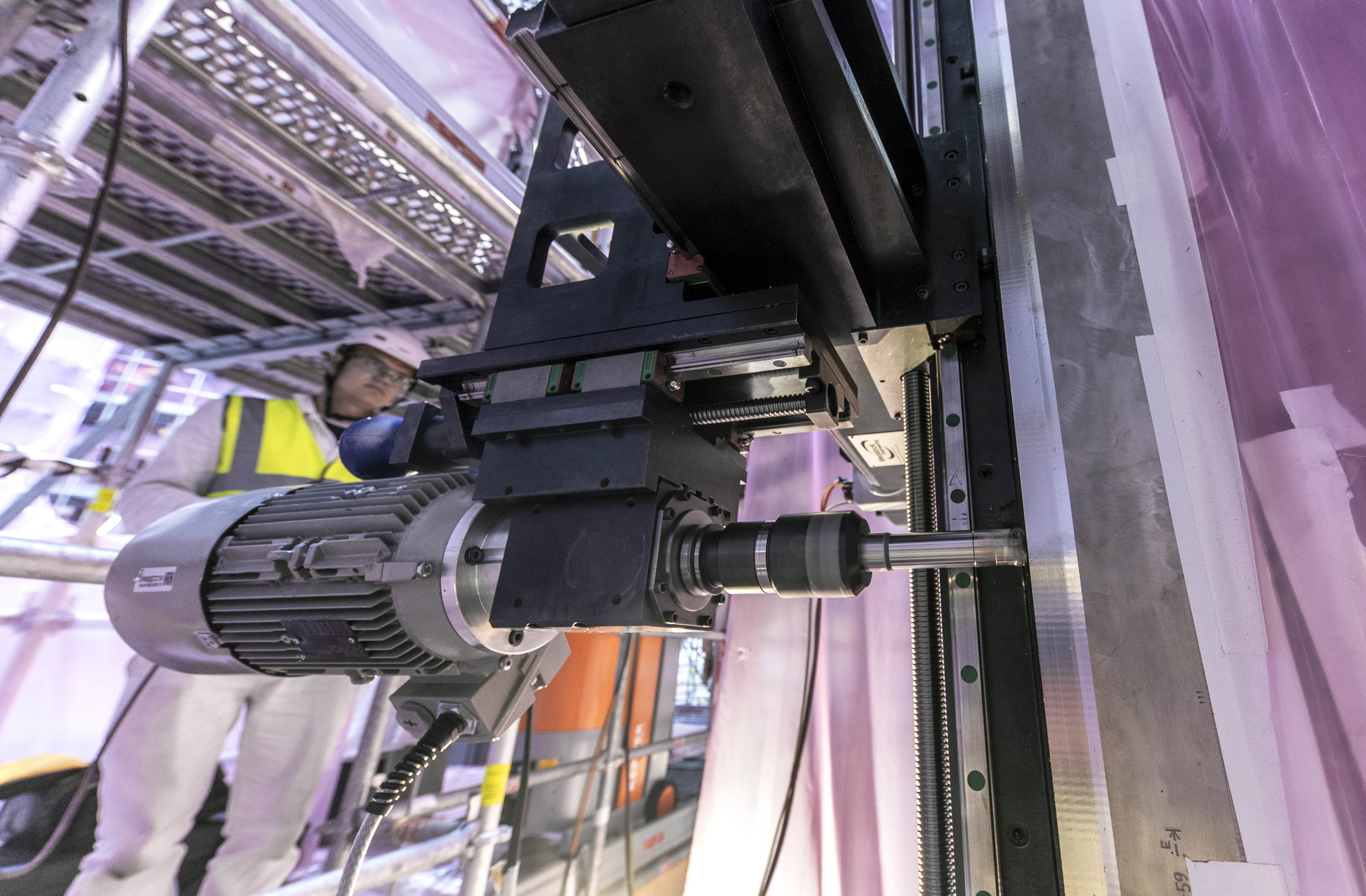
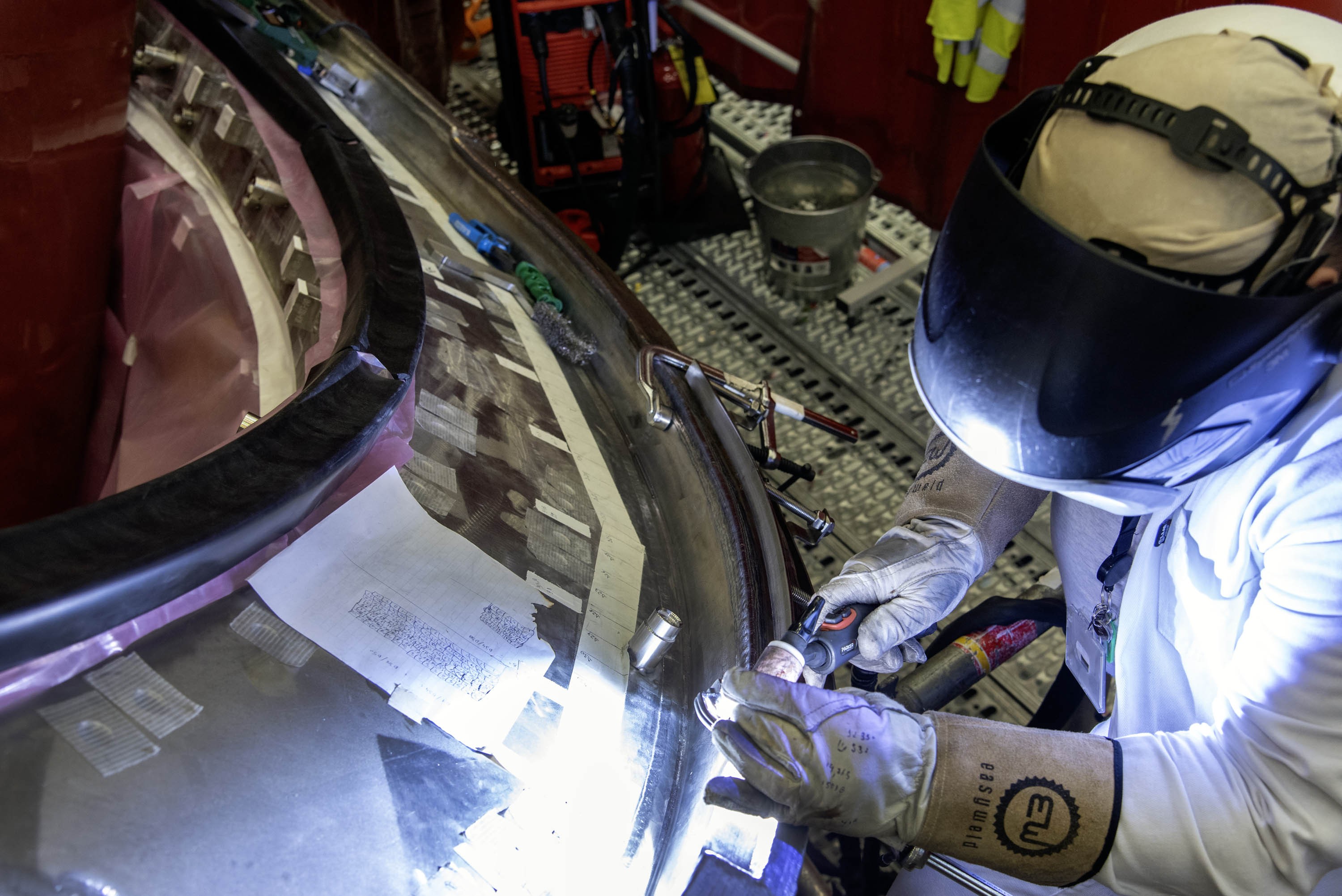
Metal build-up operations on the bevels of sector #7 passed the 95% mark last week and machining is half-way to completion. Work is a little less advanced on sector #6, with approximately 65% of build-up done and machining just beginning. Metal build-up, which is done manually on sectors #7 and #6, is a delicate operation that demands extreme concentration to achieve uniformity, homogeneity and reliability. It is also a lengthy one—no less than 24 kgs of metal fill-up need to be deposited, pass after patient pass, on the bevels of both sectors. The repairs on sector #8 will require significantly more fill-up and, as a consequence, the process will be partly automated. A massive support structure is now in place inside the component to support the automated welding machine which will be installed this week.
Machining is an automated but no less lengthy process. The milling heads that shave the excess metal have to be positioned with micrometric precision along a series of predetermined positions along the bevel. Each position requires approximately 10 days to be fully machined and there are thirteen successive positions to cover on each side of every sector. Three milling machines can be operating at the same time at different locations on the same sector.
The nature of the work, both a painstaking craft and an industrial process, is illustrated in the gallery below.