Portfolio
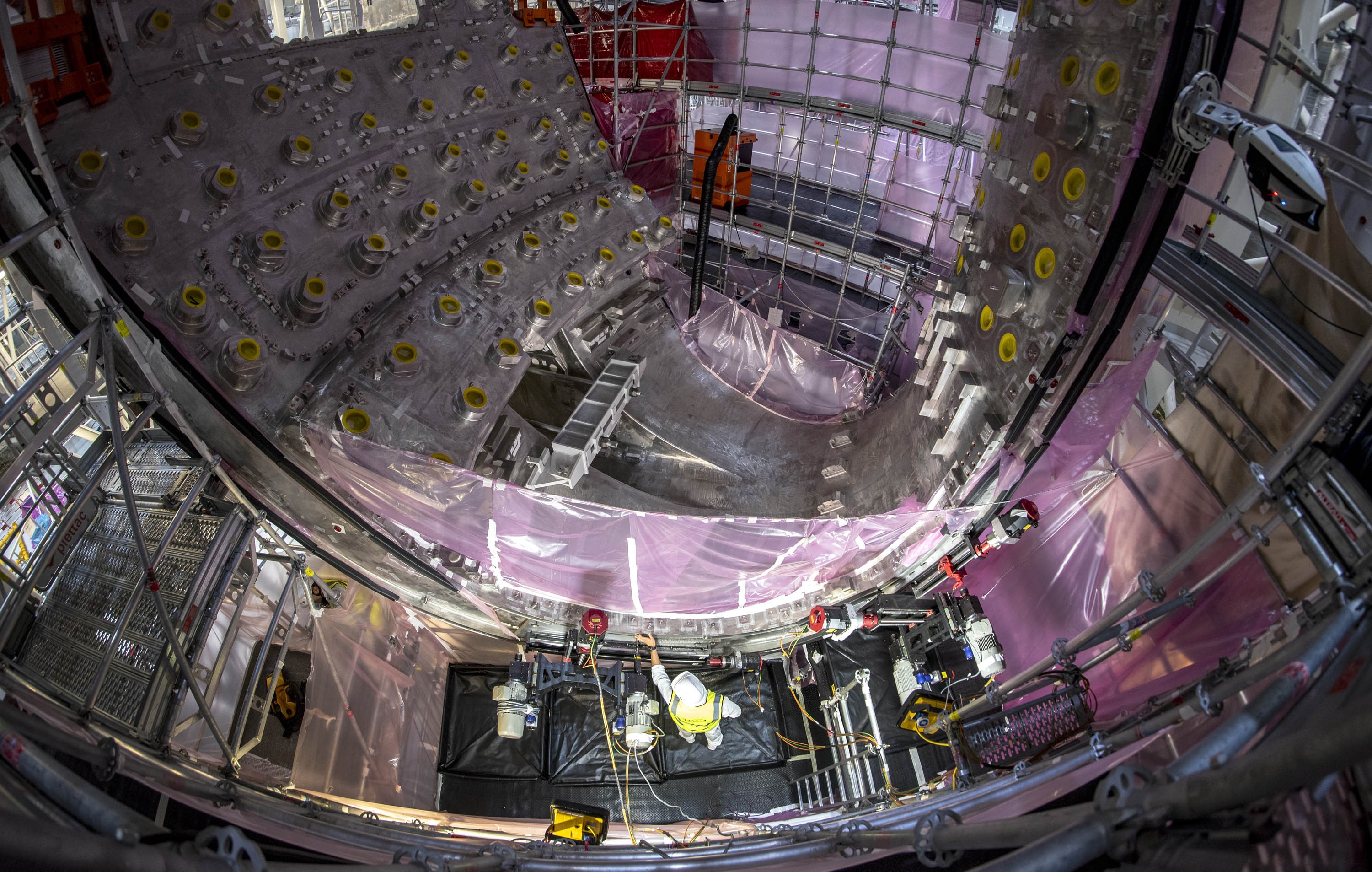
Se tenant bien droits dans les bras des portiques de sous-assemblage, ou reposant, à l'horizontale, dans l'ancien Atelier du cryostat, les trois secteurs de chambre à vide en cours de réparation sont l'objet d'une même procédure : afin de rattraper les non-conformités dimensionnelles dont ils sont affectés et rétablir ainsi la géométrie nominale de leurs chanfreins, des soudeurs comblent les « creux » par un apport de métal qu'une machine automatique vient ensuite raboter et usiner. Au terme d'un an d'études et de préparation, les travaux de réparation du secteur 7 ont commencé au mois de mars dans le Hall d'assemblage et devraient s'achever d'ici la fin du mois d'août. Le secteur 6 devrait suivre peu après. Quant au secteur 8, le plus affecté des trois, les travaux n'ont véritablement commencé qu'au début du mois de juillet dans l'ancien Atelier cryostat.


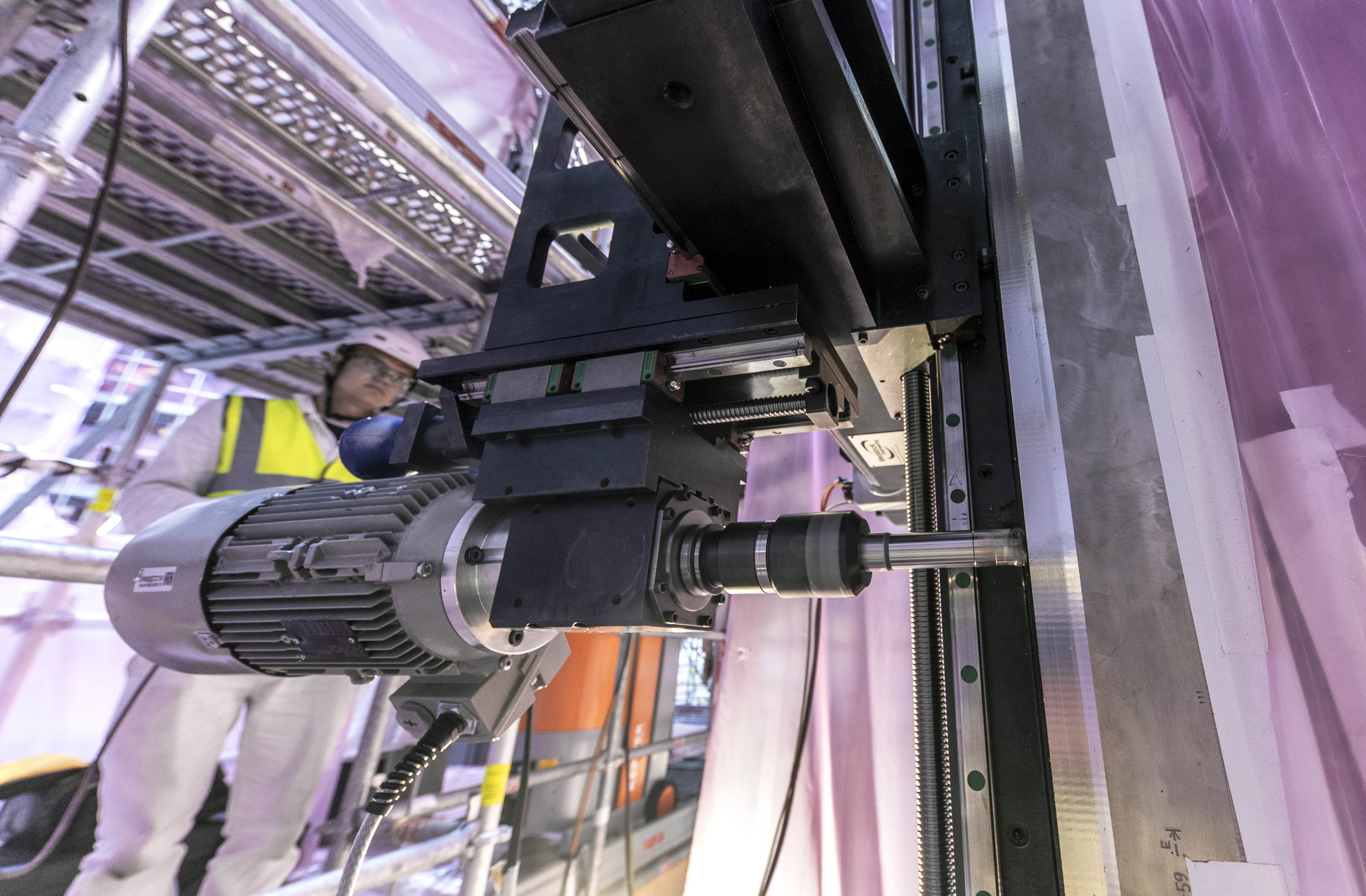
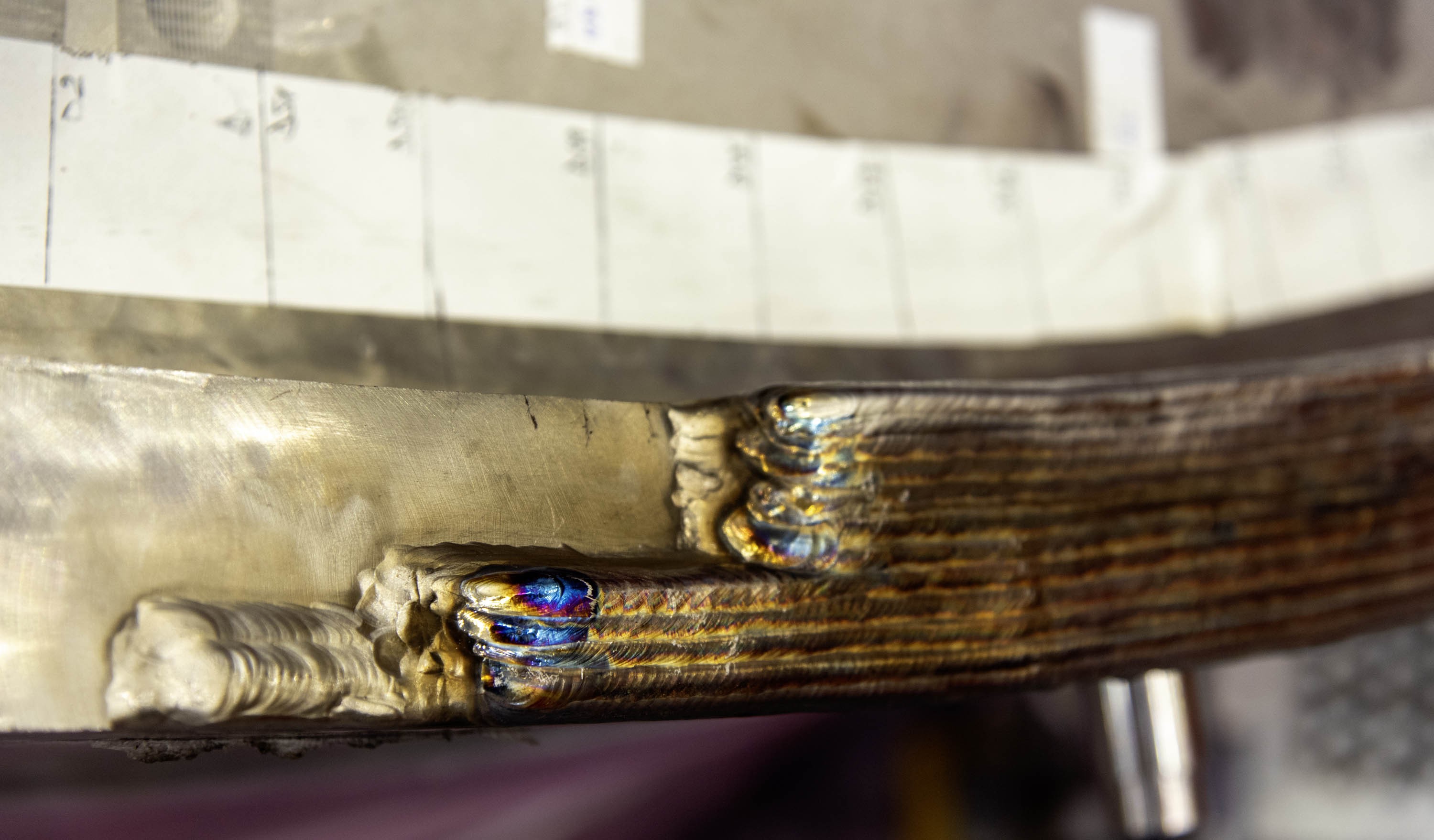
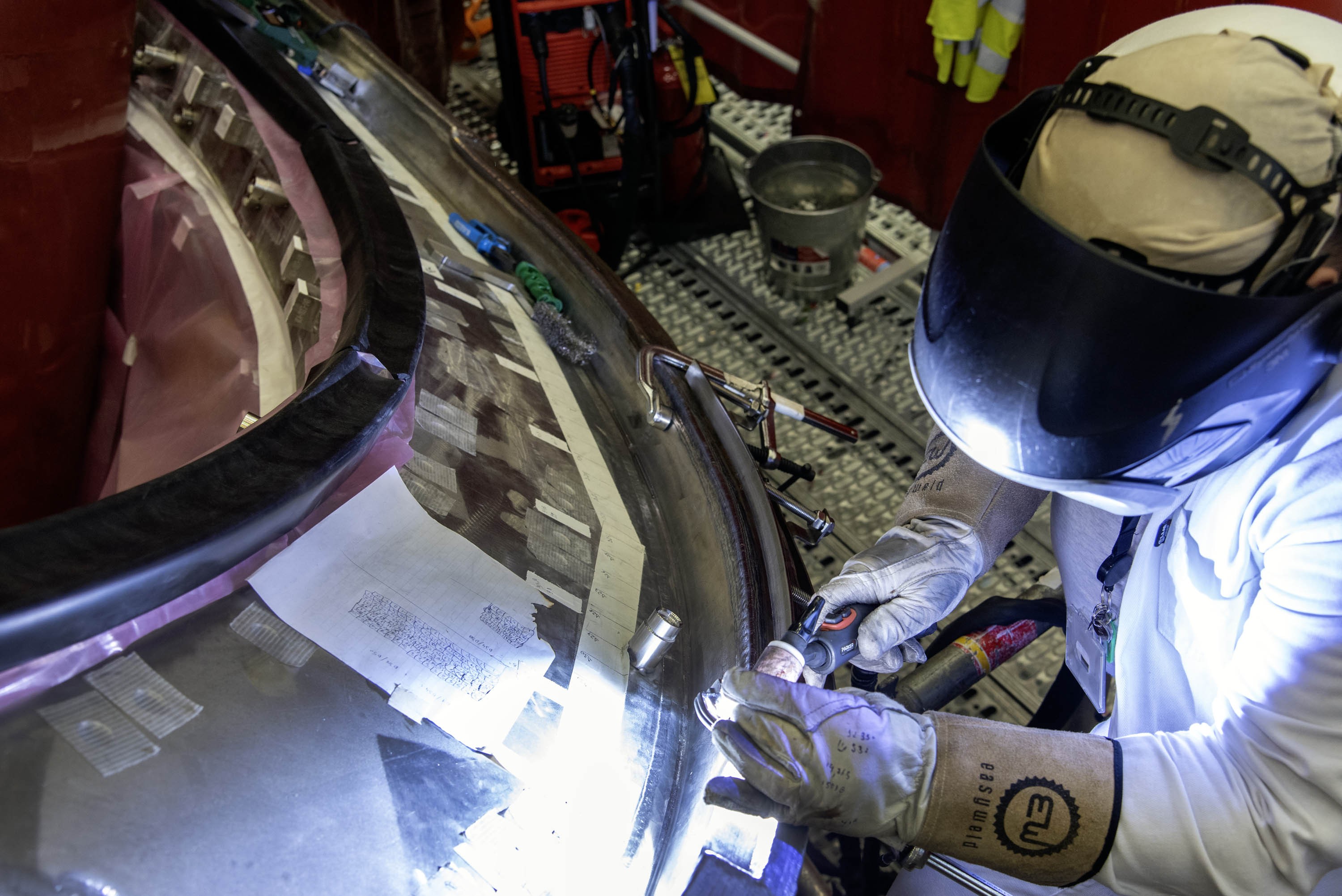
Sur les chanfreins du secteur 7, le dépôt de métal est quasiment finalisé tandis que la moitié de l'usinage est aujourd'hui réalisé. Le secteur 6 est un peu moins avancé : près de 65% des dépôts de métal ont été effectués et l'usinage vient de commencer. Le dépôt de métal, qui est réalisé manuellement sur les secteurs 7 et 6, est une opération délicate qui demande une extrême concentration pour répondre aux exigences d'uniformité, d'homogénéité et de fiabilité. L'une opération prend beaucoup de temps : pas moins de 24 kg de métal doivent être déposés, passe après passe, sur les chanfreins des deux secteurs. Les réparations du secteur 8 nécessiteront une quantité de métal beaucoup plus importante, c'est pourquoi le processus sera en partie automatisé. Une imposante structure de support a été mise en place à l'intérieur même du secteur pour soutenir la fraiseuse automatisée qui sera installée cette semaine.
Bien qu'automatisé, l'usinage requiert lui aussi beaucoup de temps. Les têtes de fraisage qui ôtent l'excédent de métal doivent être positionnées avec une précision micrométrique sur des longueurs de chanfrein prédéfinies. Il faut environ 10 jours de travail pour usiner chaque longueur et une série de treize longueurs doivent être traités de part et d'autre de chaque secteur. Trois fraiseuses peuvent opérer simultanément en différents points d'un même secteur.
La nature de ces travaux, qui associent des interventions manuelles minutieuses et un procédé industriel, est illustrée dans la galerie photo ci-dessous.