From high-tech robot to standard scratch pads
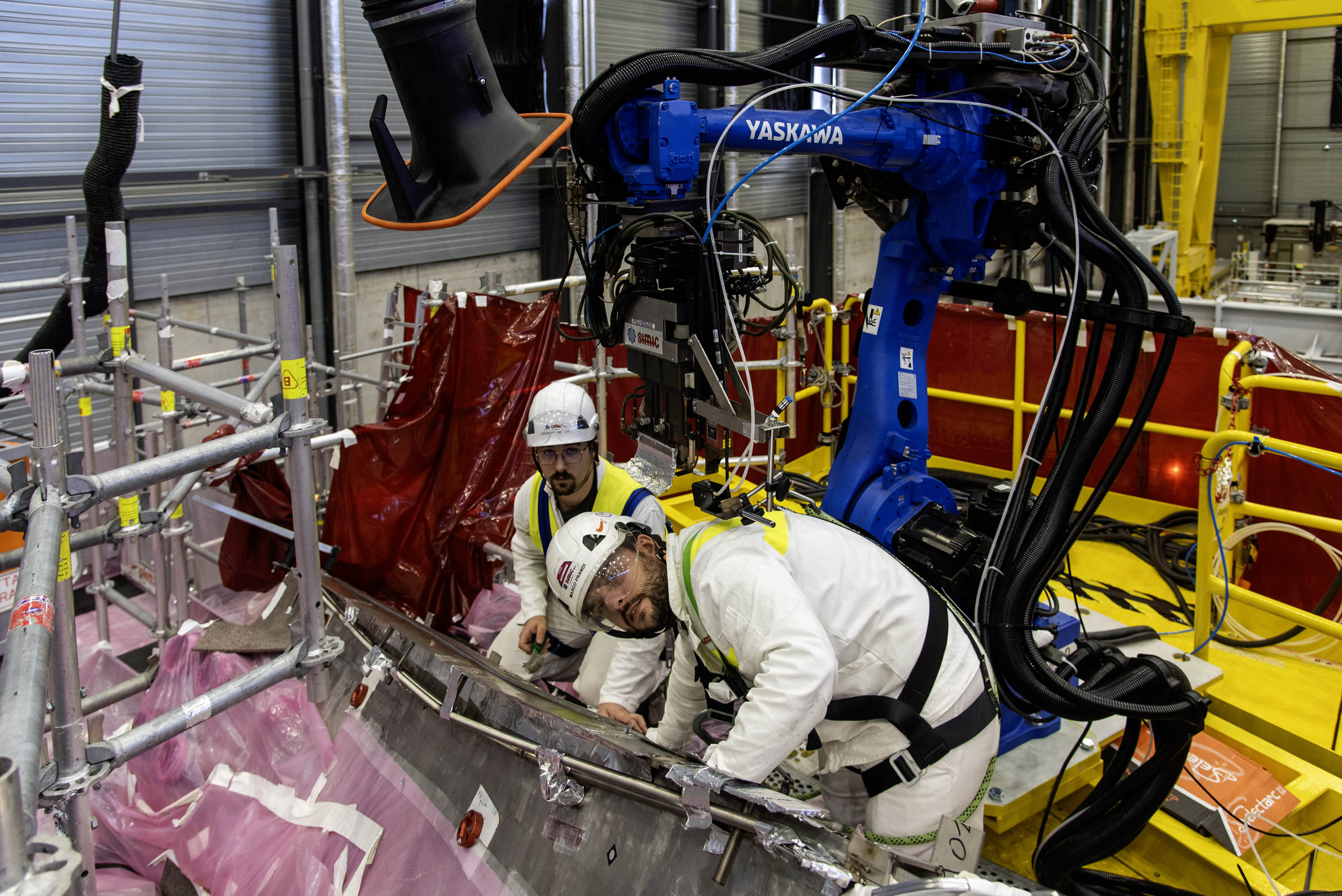
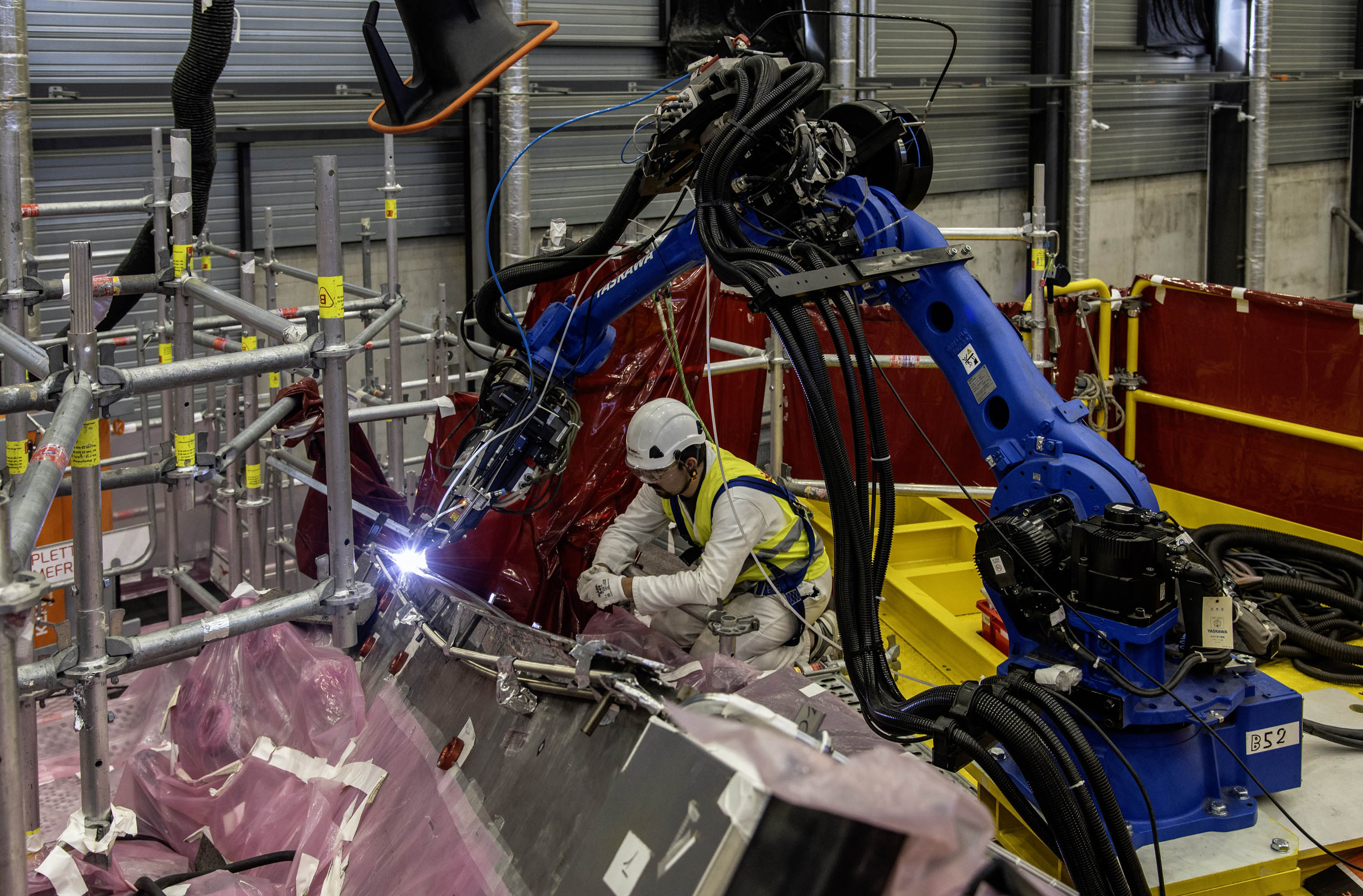
At one end of the repair process, an automatic welding robot worth several hundred thousand euros—adapted and equipped for the specific task of metal filling and build-up. At the other end, standard ultra-fine-grain scratch pads anyone could buy at a local store. In between, a whole range of tools used to progressively correct the faulty sections of the interface areas (the “bevels”) of vacuum vessel sector #8—the most affected by dimensional non-conformities of the vacuum vessel sectors already delivered to ITER.

Pass after pass, progressing at an average speed of 10 centimetres per minute, the fully mechanized welding machine¹ has now completed its task on one side of vacuum vessel sector #8. The mechanized process, however, represents only 25 percent of the total metal build-up required. For reasons of accessibility and flexibility, the remaining 75 percent must be done manually.
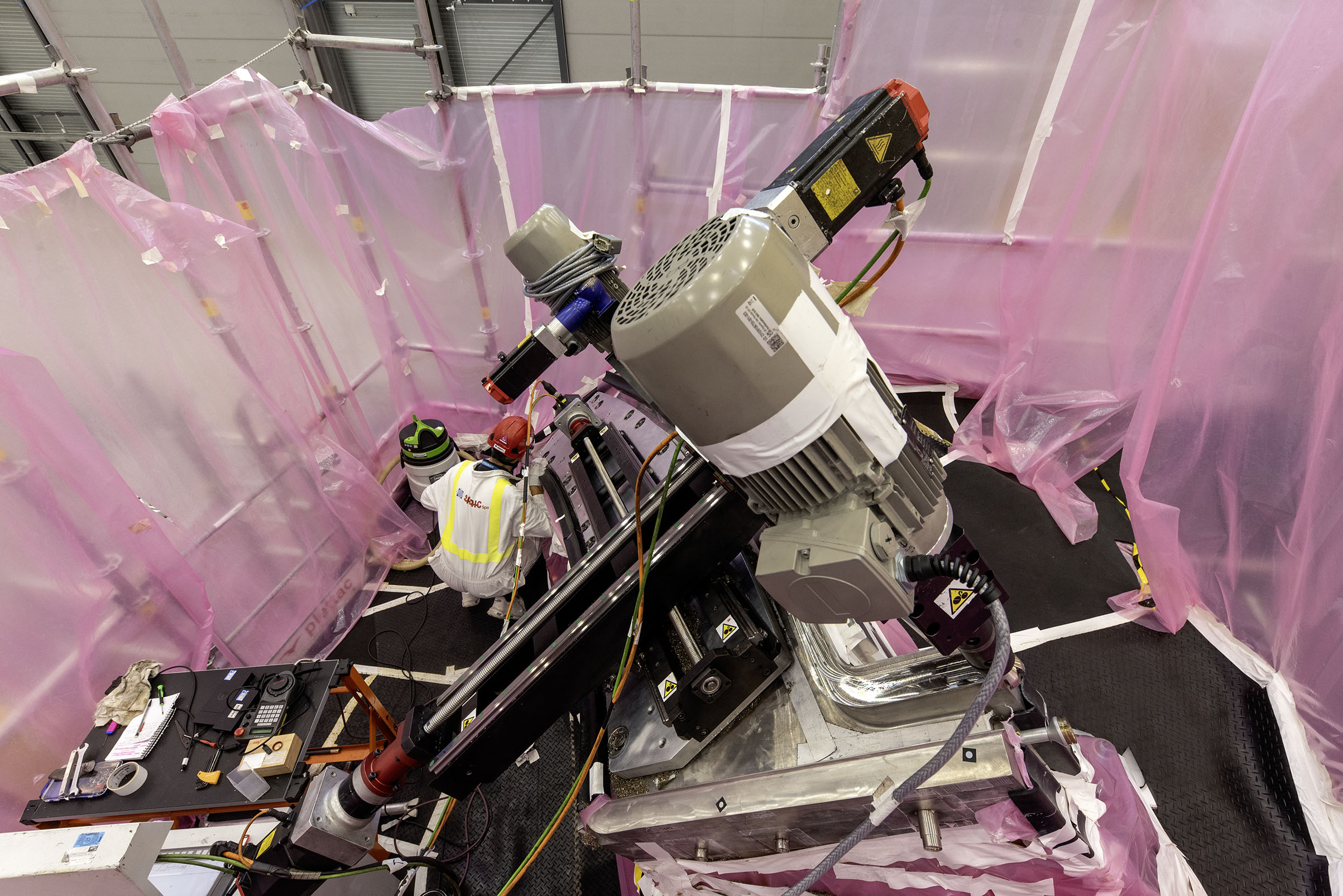
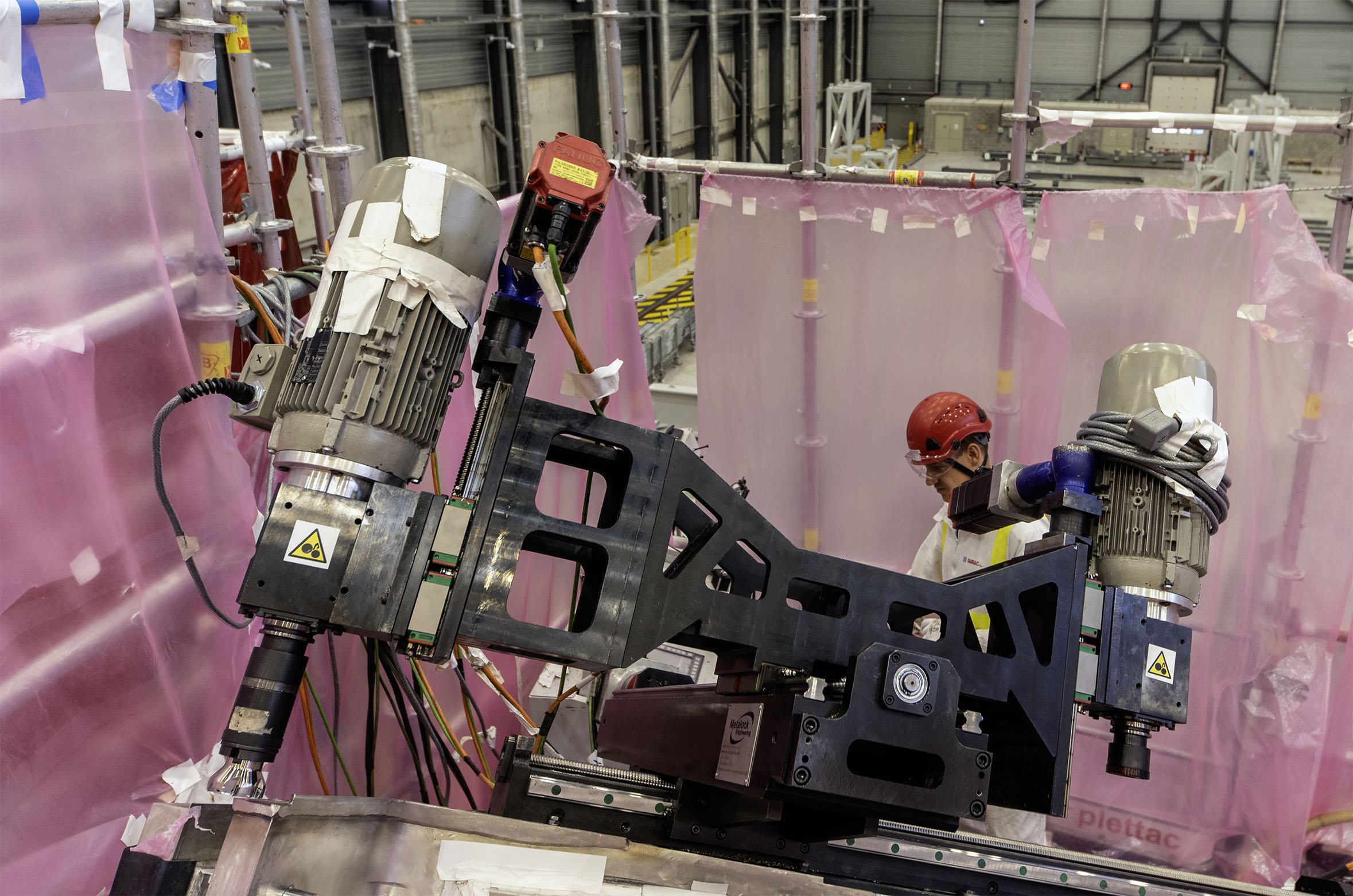
Once metal build-up is done, the nominal geometry will not yet be achieved. Excess metal must be removed—first by manual grinding, then, after having performed different kinds of non-destructive tests (including visual, liquid penetrant, and ultrasound), by using machining tools working in parallel in different regions of the bevel. Although the machining tools are driven by computer digital control (Computer Aided Manufacturing, CAM) based on precise metrology and as-designed 3D models, the quality of the repair is deemed satisfactorily controlled only after a last series of “manual dressing” operations—first with a file, then with sandpaper, and eventually with scratch pads.

Three months after repair operations were launched on vacuum vessel sector #8, 90 percent of metal build-up and half of pre-machining tests and controls are now completed. Machining has just started with two tools; three others are scheduled to join in the coming weeks. The SIMIC team in charge of repairs expects to complete operations around Christmas time.
However, this is only half of the required task. In its present position, lying like a stranded whale in the former Cryostat Workshop, vacuum vessel #8 presents only two of its four 30-metre-long, D-shaped bevels (the outer and inner shell bevels). In order to make the other side accessible for repair, the component will need to be “flipped”—a very short and simple word to describe the massive and delicate operation of handling, lifting and turning over a 440-tonne piece of steel.
¹ Contrary to “automatic welding,” which is performed without welding operator intervention, mechanized welding allows operators to adjust welding parameters throughout operations.