ITER DNA
A "case" study...
21 May 2018
-
R.A.
In December last year, and again this year in early May, pre-welding fitting tests demonstrated that steel components as tall as a four-storey building (and weighing close to 200 tonnes) could be adjusted with sub-millimetric precision.


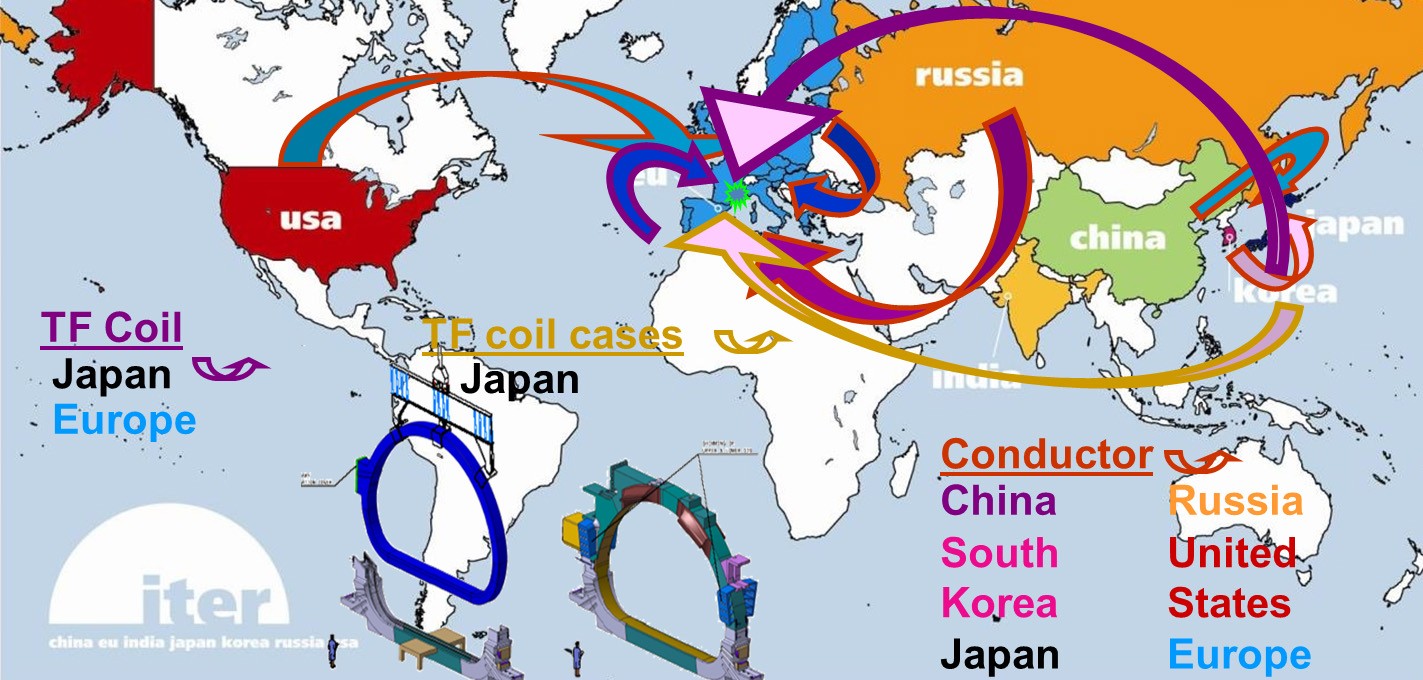
Massive components, manufactured in different countries, must fit to within gap tolerances half the size of a grain of sand. In this photo, a coil case outboard leg (manufactured in Korea) is being readied for pairing with an inboard leg (made in Japan). The ITER DNA explains the logic behind this complex, and taxing, way of organizing work.
Performed at Hyundai Heavy Industries in Ulsan, Korea, the tests consisted in matching the two main sections of a toroidal field coil case—the steel "box" that encases ITER's vertical magnets, the toroidal field coils—to within gap tolerances half the size of a grain of sand.
Achieving that level of accuracy was a truly exceptional achievement—even for the world of high-precision industry.
The fitting tests also aptly illustrated what ITER is about and the challenges its very nature entails.
The two main sections of the D-shaped coil case—the straight-backed inboard leg and the curved outboard leg—are manufactured by companies in different countries with different industrial cultures: one leg is made in Japan by Mitsubishi Heavy Industries, the other in Korea by Hyundai Heavy Industries.
Once the fitting tests are concluded, the case sections are individually repacked and shipped from Korea to the company responsible for the insertion of the winding pack (manufactured by yet other companies) into the case and the "closure welding" operations: if the case is for a "European" coil, its sections head for the SIMIC facility in northern Italy; if the coil is part of Japan's procurement, they sail to either the Mitsubishi plant in Futami or to Toshiba in Yokohama¹.

Spread over three continents and dozen of companies, the toroidal field coil production process is the most extreme example of the "teaching and training" dimension of the ITER Project. Complexity is the price to pay to spread knowledge and experience among the participating nations.
Why did ITER opt for such a ponderous and taxing work organization? Because ITER is not just about building a tokamak — it is also a teaching project, one in which all participating countries and their industry are meant to acquire expertise in fusion science and tokamak technology.
This dimension, which is sometimes overlooked in the day-to-day hardships and frustrations of such a complex, world-spanning project, remains at the core of the ITER DNA.
The toroidal field coil production process is an example—indeed the most extreme—of the constraints that ITER has imposed upon itself: conductor coils were manufactured in half a dozen countries; cases are under Japan's responsibility but partly subcontracted to Korean industry, and the cold testing and insertion operations have been entrusted to yet other companies—one in Europe and two in Japan...
This mind-boggling complexity, which no reasonable industrial venture would dare accept, is the price to pay for the ITER miracle — in the long-term project to provide future generations with a safe and inexhaustible energy source, the participating nations need both the training and the short-term technological and industrial benefits.
This is how project's Founding Fathers, more than three decades ago, intended it: accept and learn from the difficulties of building ITER today in order to acquire the capacity, tomorrow, to make fusion energy available to all.
1- The procurement of the 18 toroidal field coils (plus one space) needed for the ITER tokamak is shared between Europe and Japan.