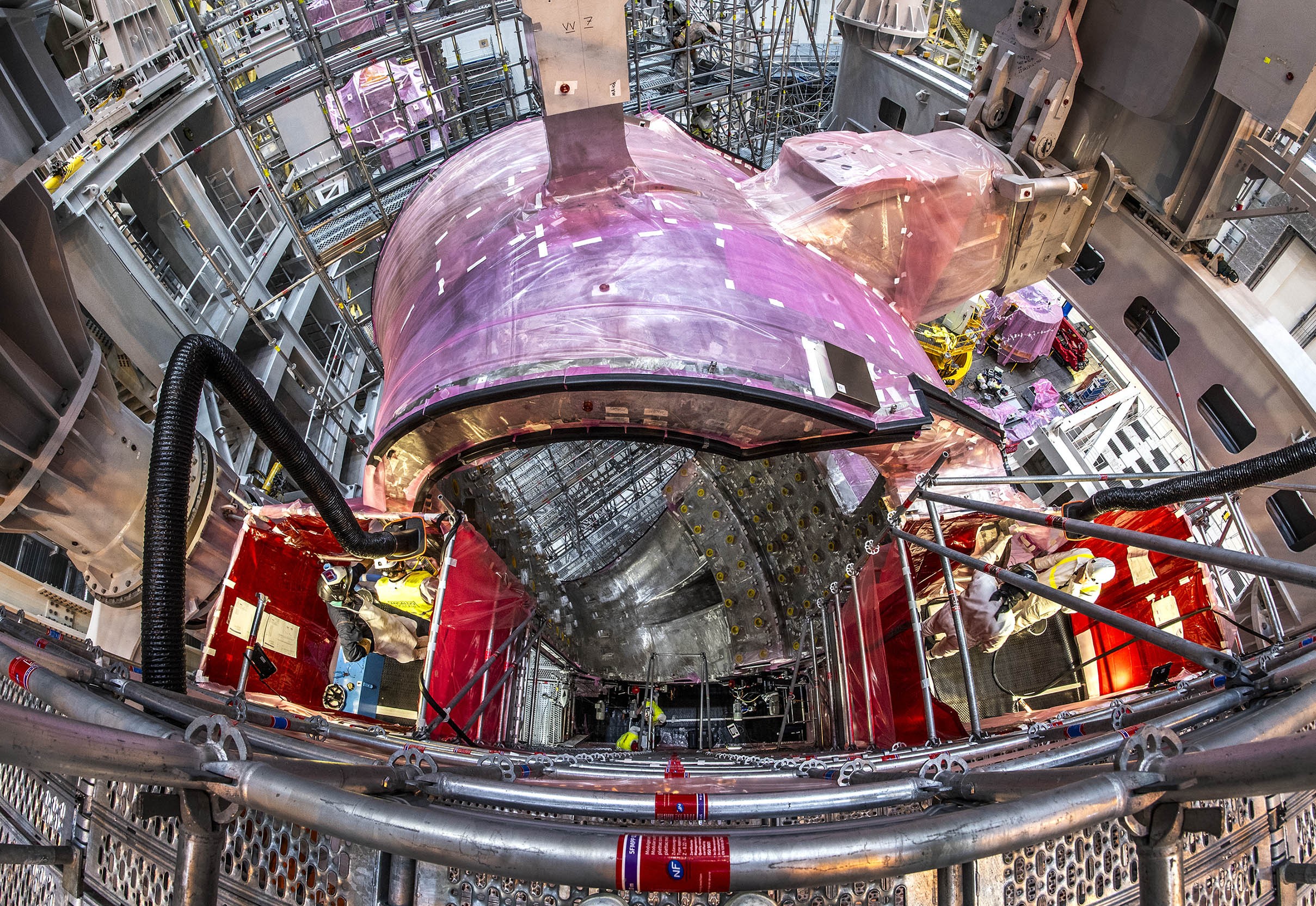
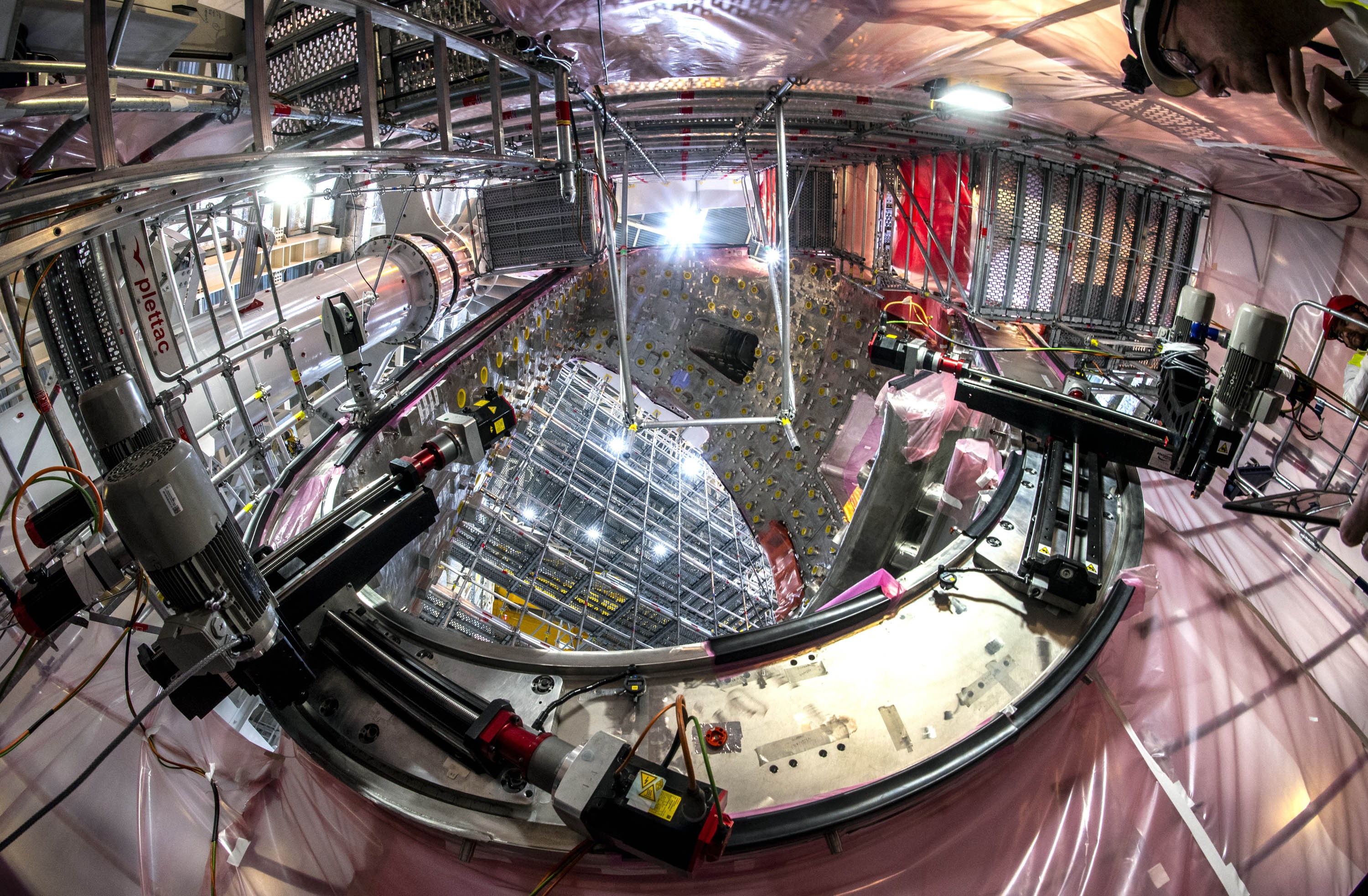
La réparation des secteurs a démarré


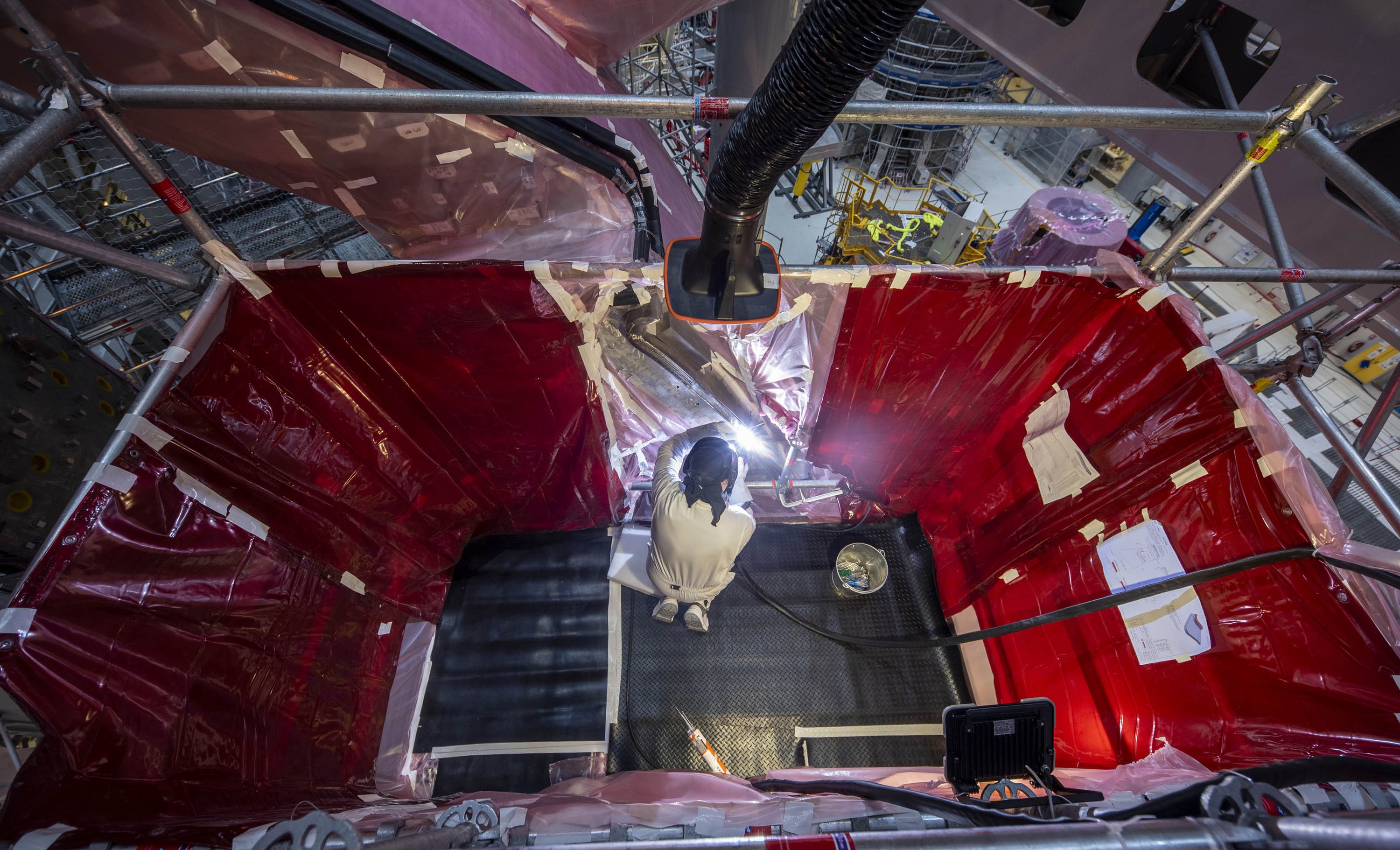
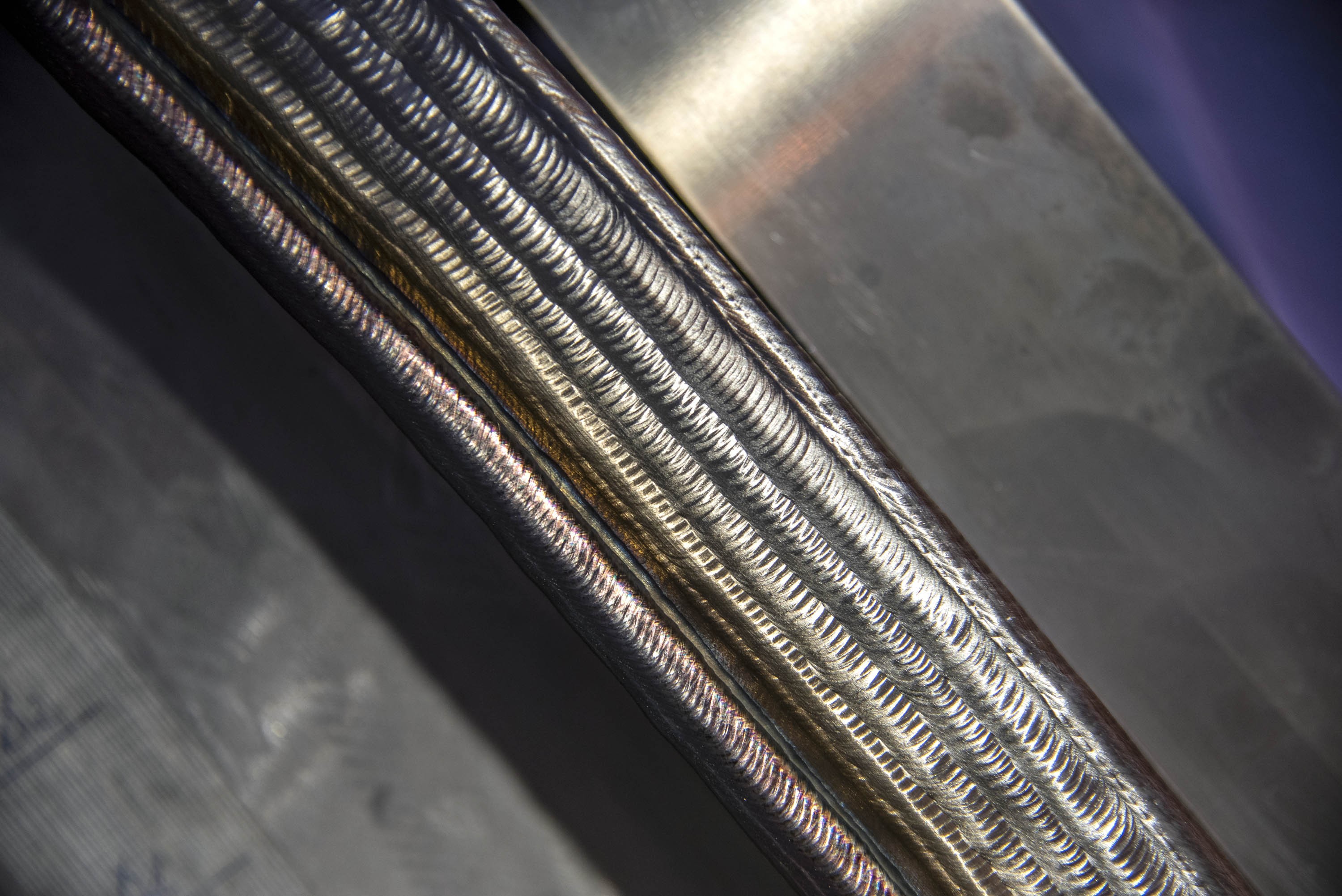
Pour un soudeur expérimenté, il s'agit d'une opération simple, presque routinière, qui nécessite néanmoins une extrême concentration afin d'obtenir le niveau d'uniformité, d'homogénéité et de fiabilité requis. Il s'agit aussi d'une intervention très longue : les ingénieurs estiment qu'il faudra déposer près de 24 kg de métal de comblement sur le secteur 7, comme sur le secteur 6, avant de pouvoir procéder à l'usinage.


« Dès le départ, nous avons travaillé sous la forme d'une équipe de projet intégrée, explique Alessandro Bonito-Oliva, le responsable du programme Tokamak d'ITER. Par ailleurs, nous opérons en étroite liaison avec nos homologues de l'agence domestique européenne, qui réalisent des opérations similaires sur les secteurs de chambre à vide non encore livrés. »
La galerie photo ci-dessous présente plus en détail les premières étapes de réparation du secteur 7 de la chambre à vide.