Industrial milestone
Europe completes D-shaped magnet
9 Mar 2020
The first of 10 toroidal field coils to be procured by ITER's European Domestic Agency, Fusion for Energy, is ready for shipment. This is the first deliverable of a decade-long program involving more than 700 people and 40 companies.


Hidden inside the massive structural steel case is the superconducting winding pack made of niobium-tin cable-in-conduit conductor. The steel cases of 18 toroidal field coils will be strongly linked inside of the ITER Tokamak, creating a superstructure on which the poloidal field coils, central solenoid and correction coils can be anchored.
Following successful factory acceptance tests on 11 February, this major ITER component was cleared for final packing and shipment. The 320-tonne component is scheduled to leave from the Italian port of Marghera (Venice) by 11 March and arrive in Fos-sur-Mer, France, on 17 March. After transfer first by barge and then by road along the dedicated ITER itinerary, the D-shaped magnet will be delivered to ITER on 3 April.
"Europe's magnet will be the first of the 18 toroidal field coils to be delivered to ITER, and will also be the first European component of such size to be handed over to the project," said the agency in a press release published on 9 March.

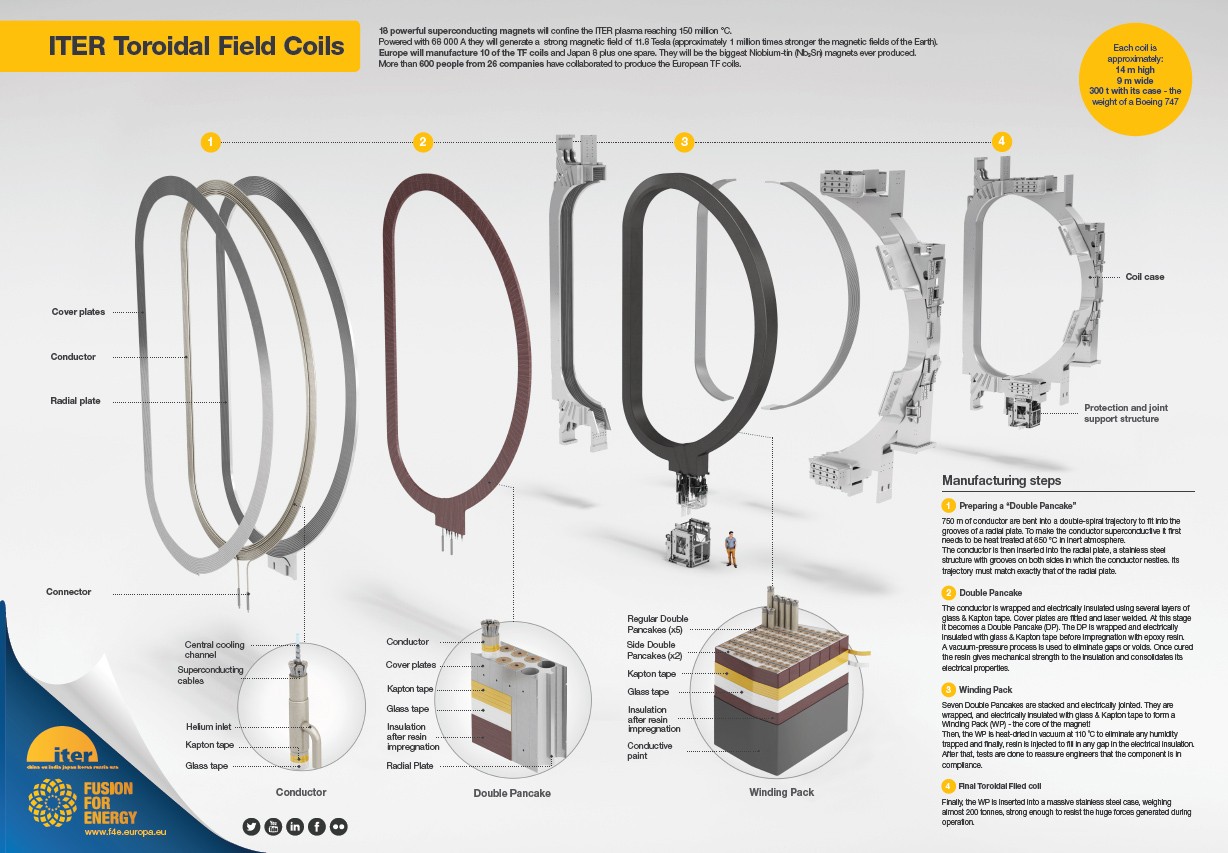
From the winding of niobium-tin superconductors to final machining ... the creation of an ITER toroidal field coil is a complex industrial adventure. This poster created by Fusion for Energy (which can be downloaded below as a pdf) explains the process step by step. © F4E


On the factory floor in Marghera, Italy, representatives of Fusion for Energy and contractor SIMIC celebrate the completion of the first European toroidal field coil. Nine others are in production.
Fusion for Energy has worked closely with European industry at every stage of the process: Luvata (copper strand); Oxford Instruments Superconducting Technology and Bruker European Advanced Superconductors (niobium-tin strand); the ICAS consortium (ENEA, Tratos and Criotec) for conductor cabling, jacketing and spooling; CNIM and SIMIC for radial plate manufacturing; the ASG consortium (ASG Superconductors, Iberdrola Ingeneria, Elytt Energy) for the creation of the superconducting winding pack; and finally SIMIC and subcontractor Babcock Noell for the final production steps (including cold testing, insertion of the winding pack into a structural steel case, and closure welding and machining).
In all, 700 people from at least 40 companies took part.
Eighteen "D"-shaped toroidal field magnets placed around the ITER vacuum vessel will produce a magnetic field whose primary function is to confine the plasma particles. The toroidal field coils are designed to produce a maximum magnetic field of 11.8 tesla and store 41 gigajoules of energy. Weighing over 300 tonnes and measuring 9 x 17 m, they are among the largest components of the ITER machine. The European Domestic Agency is responsible for the procurement of ten toroidal field coils; the Japanese Domestic Agency is producing eight complete coils plus one spare, as well as all structural steel cases. (ITER Japan's first coil left Kobe port last week.)
Once delivered to the project, ITER's construction teams will take over to prepare the magnet coils for assembly. Mechanical preparatory activities include welding cooling pipes and cable trays, attaching clamps to support other coils, and welding interfaces.
See the full story and press releases in English, Spanish or Italian here.
Download the toroidal field coil poster.
See this video on coil manufacturing.