Dans la fabrique des anneaux géants
20 fév 2012
-
Krista Dulon
Première étape : Bobinage

Byung Su Lim, qui est responsable de la Section Aimants Poloïdaux à ITER, pose devant l'Installation PF.
Pendant six ans, à partir de la fin 2012, l'Installation PF abritera le bobinage et l'assemblage des aimants de champ poloïdal, ces imposants aimants circulaires qui ceinturent la chambre à vide et les aimants de champ toroïdal.
Du fait de leurs dimensions hors norme qui exclut toute possibilité de transport, cinq de ces six bobines doivent être fabriqués sur place.
Seul le plus petit des aimants—PF1, 8 mètres de large—sera fabriqué par la Russie et transporté jusqu'au site d'ITER. Pour les autres (PF2, PF3, PF4, PF5 et PF6), qui mesurent jusqu'à 24 mètres de diamètre, un bâtiment de taille exceptionnelle a été créé à l'est de la plateforme.
La fabrication des aimants de champ poloïdal se déroulera en trois temps. Depuis la réception des matières premières d'un côté du bâtiment jusqu'à la sortie des éléments finis de l'autre. Chaque aimant demandera 24 mois de travail.
Deux bobines de conducteur NbTi alimenteront chaque 'double pancake.'
Fabriqués à partir d'un composé de niobium-titane (NbTi), les câbles supraconducteurs seront transportés depuis la Chine, la Russie et l'Europe sur des bobines provisoires de 20 tonnes. Entre 2012 et 2015, plus de 1 174 tonnes de ce matériau arriveront aux portes de l'Installation PF.
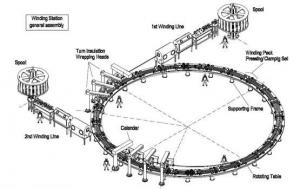
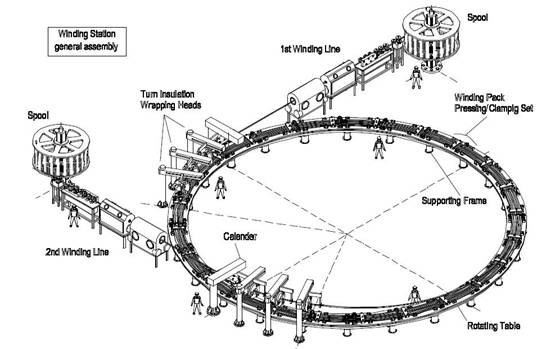
Proche de la zone de réception, une salle blanche abritera les opérations de bobinage. Deux bobines de conducteur NbTi alimenteront les opérations : le conducteur sera d'abord enveloppé d'un ruban de fibre de verre pour l'isoler électriquement avant d'être intégré dans une grande bobine plate appelée double pancake. Chaque aimant sera constitué d'un empilement de plusieurs — jusqu'à neuf — pancakes.
Le bobinage est une opération délicate. « La vitesse de bobinage doit être contrôlée avec soin. Elle doit se synchroniser aussi bien avec le rythme d'enveloppement de l'isolant qu'avec la tension dans le ruban », explique Byung Su Lim, le responsable de la Section Aimants Poloïdaux à ITER.
La quantité de matériau nécessaire à la fabrication d'un seul double pancake est également impressionnante. « La quantité de conducteur NbTi est liée aux dimensions de chaque aimant. En fonction du nombre d'enroulements, qui va déterminer le diamètre de l'aimant, et du nombre de double pancakes, dont procède l'épaisseur, nous aurons besoin au total de 6 à14 kilometres de conducteur par aimant ». Kilomètres?! Quelque trente-neuf de ces double pancakes quitteront la chaine d'assemblage de l'Installation PF en six ans d'opération.
Deuxième étape : Imprégnation


La résine doit être répartie de manière uniforme pendant la phase d'imprégnation, en évitant la formation de bulles d'air.
Les bobines seront ensuite transférées par pont roulant jusqu'à la zone « d'imprégnation » de l'Installation. « A ce stade des opérations, les double pancakes sont encore considérés comme des éléments légers, leur poids ne dépassant pas 37 tonnes », précise Lim. Chaque bobine sera positionnée dans un moule fermé pour y être imprégnée, sous vide, d'une résine de type époxy. La résine—qui va durcir pendant le cycle thermique à haute température—va solidifier l'isolation et assurer ainsi la tenue mécanique de la bobine.
« Le défi, pour nous, sera de faire en sorte que la résine soit répartie de manière uniforme pendant cette première phase d'imprégnation, poursuit Lim. Notre allié principal sera alors la pression : poussée par la pression à partir du point le plus bas du moule, la résine pénétrera dans tous les recoins de l'assemblage avant de ressortir par le haut. Nous allons laisser la résine se diffuser pendant un temps suffisant pour pouvoir couvrir intégralement les surfaces et éviter la formation de bulles d'air ».
Une fois imprégné, le double pancake sera soumis à un cycle de surpression, puis à un cycle de sous-pression avant d'être soumis pendant 24 heures ou plus à une température minimale de 100° Celsius. Le processus d'imprégnation sera alors terminé.
Troisième étape : Assemblage

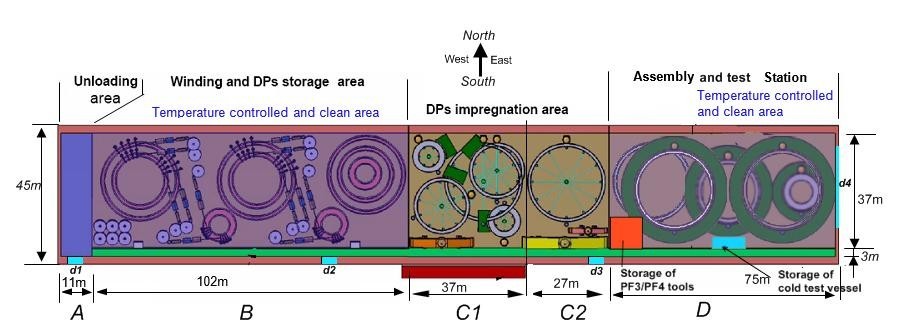
Fin 2012, les opérations de bobinage et d'assemblage commenceront dans ce vaste espace qui mesure 257 mètres de long.
La bobine durcie pourra alors rejoindre le troisième et dernier atelier de l'Installation PF réservé à l'assemblage. Chaque aimant poloïdal sera constitué de six à neuf double pancakes empilés les uns sur les autres et joints aux deux extrémités. Une deuxième imprégnation sera alors réalisée pour solidifier l'ensemble, auquel seront fixées des attaches permettant la manutention.
Le sol de béton dans la zone d'Assemblage a été spécialement conçu pour supporter de très grosses charges. « Huit double pancakes seront nécessaires à l'assemblage de PF1, 3, 4 et 5 ; six pour PF2 ; et neuf pour PF6, explique Lim. Les assemblages, en conséquence, pèseront entre 200 et 400 tonnes ».
Les dimensions et le poids de ces aimants hors norme rendent leur fabrication complexe. « La limite maximale de débattement pendant les opérations de bobinage et d'assemblage, précise Lim, est de l'ordre de 3-4 mm—un objectif ambitieux pour des éléments qui mesurent jusqu'à 24 metres de diamètre ».
Les aimants toroïdaux doivent également être manipulés avec un soin particulier afin d'éviter toute déformation. « A chaque stade de la fabrication, les double pancakes, puis les bobines assemblées devront être manipulés et déplacés sans que la tolérance d'inclinaison maximale de 10 mm soit dépassée ».
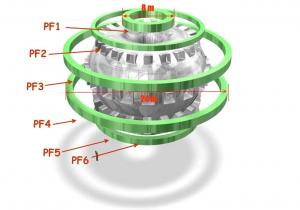
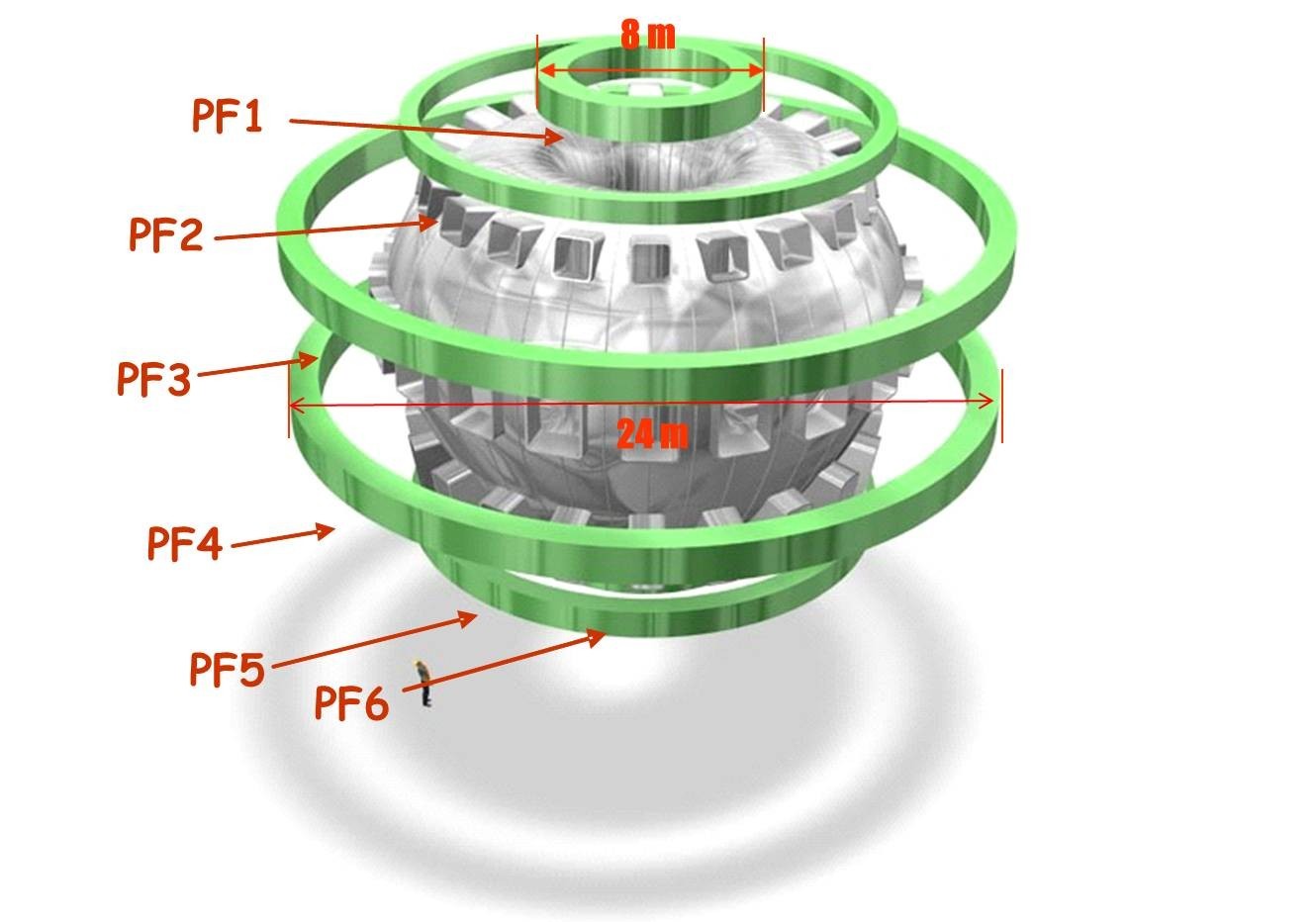
Les aimants de champ poloïdal ceinturent la chambre à vide et les aimants de champ toroïdal. Les dimensions de cinq d'entre eux excluent toute possibilité de transport.
A une extrémité de l'Installation un pont roulant « charges lourdes » pourra soulever des charges de 100 tonnes (50 tonnes avec le palonnier). Les assemblages finaux—qui dépasseront largement cette limite—seront transportés sur un convoyeur escamotable.
Pour Lim, dont l'expérience s'appuie notamment sur les dix années passées au tokamak coréen KSTAR, où il était responsable des aimants de champ toroïdal pendant les phases de fabrication, d'assemblage, d'installation et de mise en service, « les aimants d'ITER seront parmi les plus grands du monde. Au moment où nous entrons dans la phase de fabrication, toute la planification, tout le travail collectif qui a été investi pendant des années va être mis à l'épreuve de la réalité. Nous attendons tous avec impatience—aussi bien à ITER que dans les Agences domestiques—que la fabrication des aimants poloïdaux se mette en route. »