Where vessels are born

However of all the vessels that the company produces, one is unique. It is a vessel that will never take to the sea, one that will remain anchored for some thirty years amid the hills of Haute-Provence: the ITER vacuum vessel.
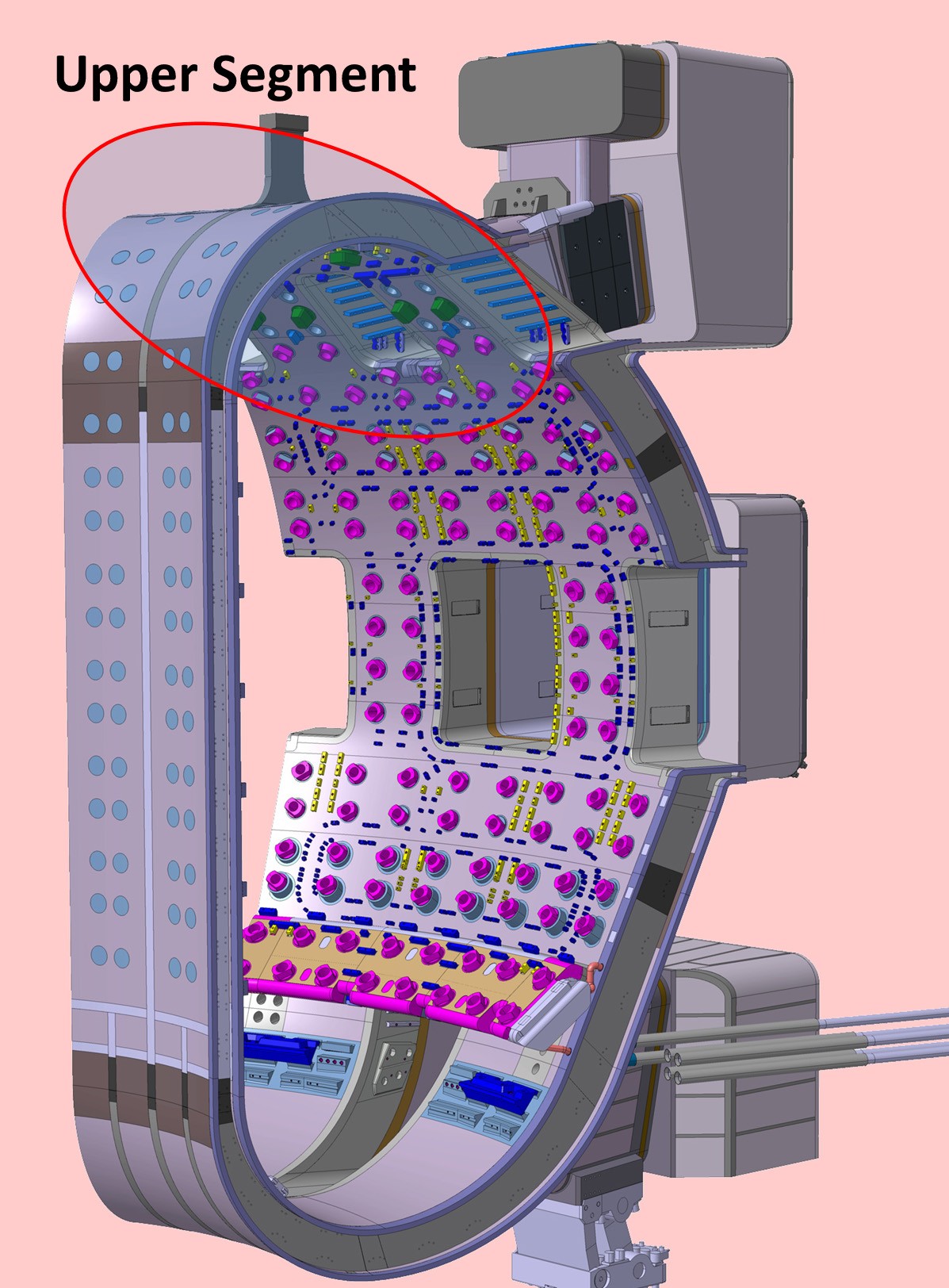
Following the contract signature in 2010 and the production of real-size mockups in 2011, HHI launched the fabrication of the actual components in October 2012. It plans to have all four segments (upper, inboard, equatorial and lower) of the two vacuum vessel sectors complete by 2016, then welded and ready for shipping to the ITER site in 2017.
Although the company has acquired considerable experience in cutting, forming, machining, welding and drilling steel structures—and although it is not new to fusion, having manufactured the core components of the KSTAR Tokamak in the early 2000s—the production of sectors for the ITER vacuum vessel presents some unique challenges.


"It is a real challenge for us to overcome the difficulties of welding, non-destructive examination and tolerances due to the very unique shapes of the components," explains Byung-Ryul Roh the general manager of the Nuclear Power Department in HHI's Industrial Plant & Engineering Division. "However, the R&D acquired on the mockups has provided our engineers with all the necessary technologies."
The "ITER-grade" steel that is used in vacuum vessel fabrication (supplied by Industeel France, formerly Creusot-Loire) requires specific welding techniques. Welding distortion has to be kept to a minimum, tolerances are very tight, and sophisticated non-destructive examination techniques must be implemented with utmost care and precision. Adding to these difficulties, ITER—with all of its organizational complexity—is very different from HHI's "normal" clients.


However daunting the challenge, the feeling in Ulsan is one of confidence. Carrying out the work for KSTAR added precious fusion expertise to the company's 40 years of experience and no one here doubts that the difficulties will be overcome.
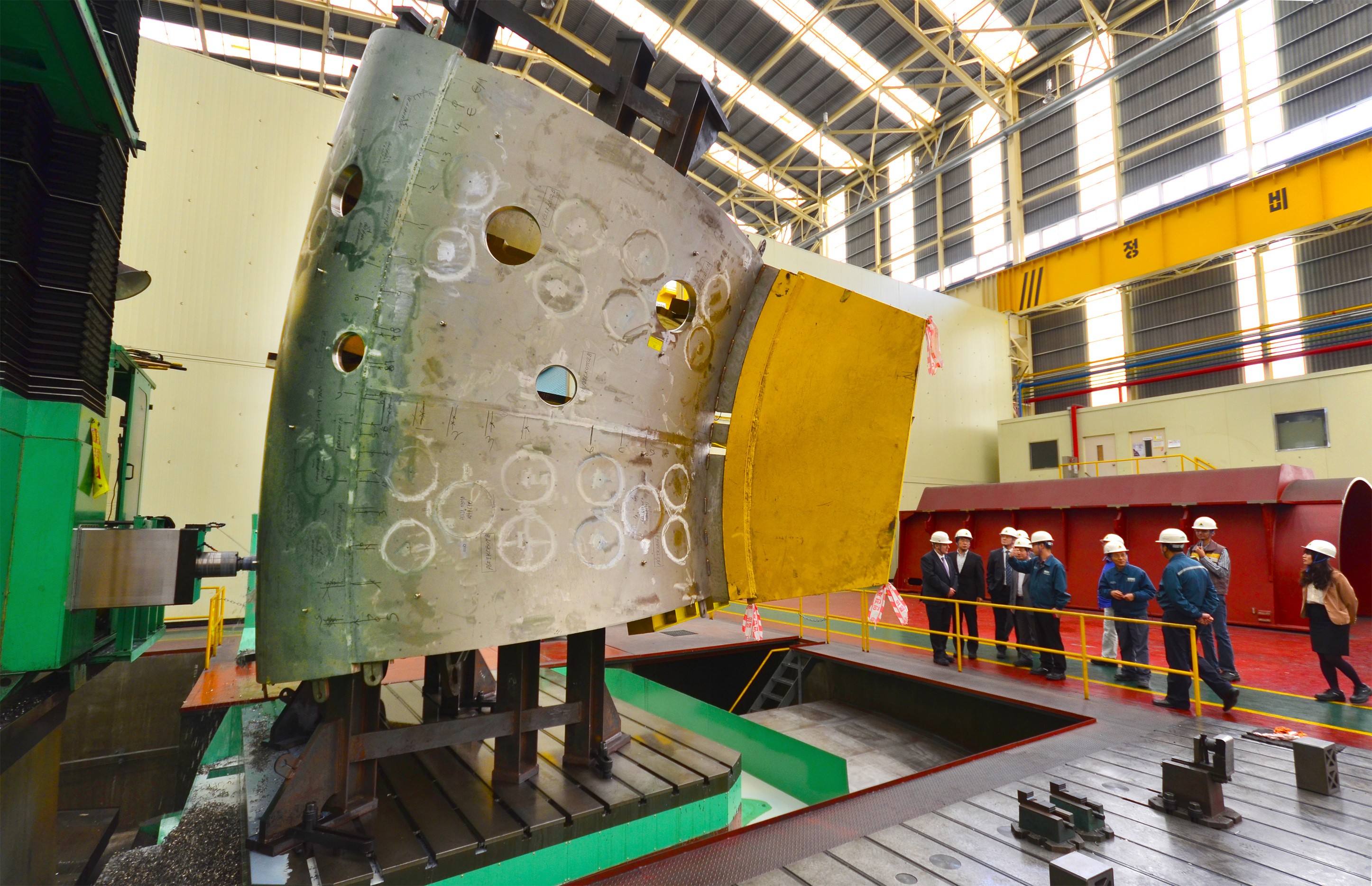
Twenty months have elapsed since the company began high-pressure water jet cutting the 2 x 6 metre, 60 millimetre-thick steel plates that constitute the raw material of the ITER vacuum vessel. Press forming followed, then heat treatment to release the tension inside the metal, machining, welding (five different plates for the upper segment) and drilling (75 holes for the inner shell of the upper segment alone, counting 11 hours to drill a single hole).

This long and painstaking process to produce the inner shell of Sector #6 to demanding ITER specifications will be replicated for all of the vacuum vessel components that Korea is responsible for. But that's not all.
Although the ITER contract is the equivalent in value of two supertankers, ITER activities occupy a very small place within the huge HHI Ulsan shipyard and represent only a portion of the company's sales. "It is small yes," agree Chung and Roh, "but it is very significant for the fame of our company."
Observing a large and strategic ITER component slowly taking shape in a workshop some 10,000 kilometres away from the ITER site is a stirring experience. It may only be one small piece of the vacuum vessel—still, it's a towering presence in the giant hall, one that dramatically conveys the industrial dimension of the ITER Project.